Classic Dark Harbor 17 1/2
Contactar en un solo clic
XPresentado por:
SEA Marine
Estados Unidos
| Marca | Classic |
|---|---|
| Tipo | Dark Harbor 17 1/2 |
| Construcción | 2017 |
| Estado del barco | Usado |
| Precio | US$34.000 |
| Clase de oferta | Vela |
| Categoría | Embarcación de paseo |
| Eslora | 7.87 m |
| Material del casco | Madera |
| Ubicación de la embarcación | Port Townsend, Washington, Estados Unidos |
| Eslora total | 7.87 m |
|---|---|
| Manga | 1.91 m |
| Calado máximo | 1.3 m |
| Tipo de quilla | enums.keel-type.kt-full |
| Desplazamiento | 3420 libras |
| Superficie vélica | 311 ft² |
| Tipo de motor | Eléctrico |
|---|---|
| Marca Motor | Torqeedo |
| Modelo del Motor | Electric Saildrive |
| Año Motor | 2018 |
| Tipo de transmisión | otro |
| Toldos |
|
|---|---|
| Equipo Eléctrico |
|
| Electrónica |
|
| Equipamiento Exterior |
|
| Diseñador | B.B. Crowninshield |
|---|---|
| Astillero | NWSWB |
Descripción
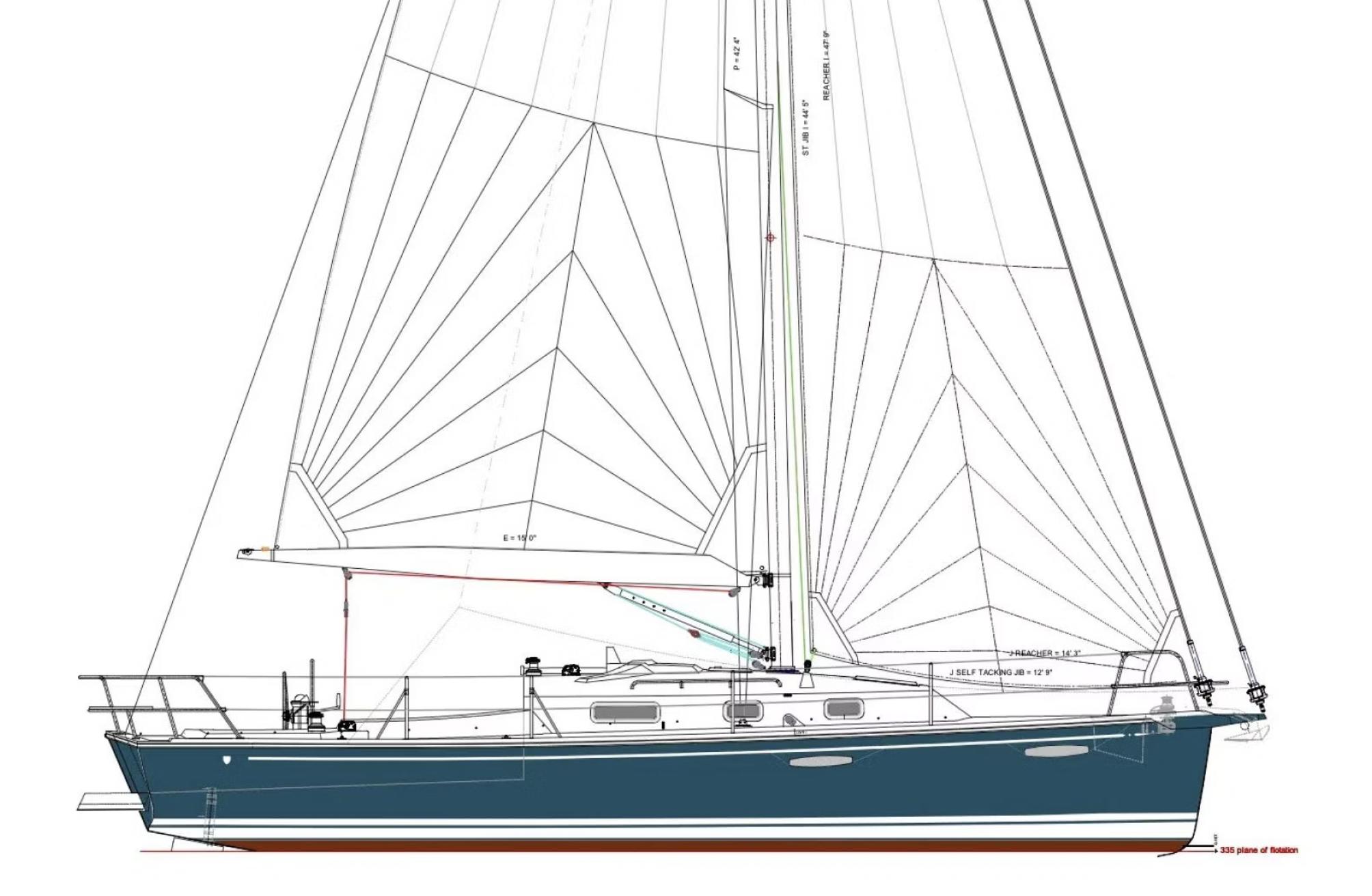
Este hermoso Dark Harbor 17 1/2 (una referencia a la longitud de la línea de flotación, no a la longitud total, LOA es 25'10") es una manifestación nostálgica de los knockabouts bellamente diseñados y construidos que epitomizaban la navegación y eran favoritos de los yates hace un siglo.
Kotimana, (palabra de Nueva Zelanda para Cardo Escocés) está buscando un nuevo propietario que aprecie las líneas clásicas y el aparejo tradicional que este barco tiene para ofrecer. Garantizado para llamar la atención, es un performer ágil que alcanza velocidad rápidamente en aire ligero y tiene dos puntos de reducción en su mayor de gaff para cuando el viento aumenta.
Este barco cuenta con un motor de vela eléctrico Torqeedo con 2 baterías de litio completamente nuevas (¡un valor de $6,000!) cubiertas de vela y barco y un panel solar para cargar las baterías cuando está anclado. Casco de Cedro Rojo Occidental, marcos de Roble Blanco, velas en excelente estado. El paquete incluye herrajes de bronce personalizados de PT Foundry en todo.
¡Una verdadera joya que debes ver para apreciar! Ubicado en Point Hudson, muelle #31 de Port Townsend.
Inventario de Velas
Armadura de gaff con vela mayor, foque, foque de tormenta, vela de gaff mayor
Construyendo un Dark Harbor 17 1/2
Construyendo un Dark Harbor 17 1/2 | Parte 1 Adoptando formas alternativas para la estructura del casco y la cubierta por Sean Koomen
KOTIMANA, un Dark Harbor 17 1⁄2, fue construido en la Escuela Noroeste de Construcción de Barcos de Madera en Port Hadlock, Washington, para el marinero neozelandés Kere Kemp, quien estudió construcción de barcos en la escuela.
“Sus líneas me cantaron”, dice Kere Kemp sobre su sueño de algún día poseer un Dark Harbor 17 1⁄2, el icónico velero de día diseñado por el arquitecto naval estadounidense B.B. Crowninshield en 1908. “Me encantaban las líneas clásicas, de la vieja escuela, la quilla completa, el giro pronunciado de la sentina, el aparejo de gaff…. Es un barco relativamente pequeño pero un verdadero clásico.”
Kemp no está solo en admirar esas líneas. Se pueden encontrar miembros de la flota actual estirando sus velas y llamando la atención no solo en ambas costas de los Estados Unidos, sino también desde Europa hasta el Pacífico Sur. Este artículo describe cómo construimos el Dark Harbor 17 1⁄2 de Kemp, KOTIMANA, con un equipo de 16 estudiantes en la Escuela Noroeste de Construcción de Barcos de Madera en Port Hadlock, Washington, donde soy el instructor principal. Kemp conocía bien la escuela, habiendo estudiado construcción de barcos de madera tradicional con nosotros y graduándose con la clase de 2016. “Sabía que la calidad de la construcción sería superbia”, dice Kemp, “y que el diseño, la elaboración y la construcción serían un verdadero desafío y un verdadero éxito con los estudiantes durante los dos años que tomaría construir.”
Comenzando con la elaboración en enero de 2017, dirigí la primera fase de construcción con un equipo de 10 estudiantes (seis más se unieron más tarde). Cada uno había absorbido las lecciones de un intenso curso introductorio de tres meses llamado Proyectos Iniciales. Esto incluyó un mes de carpintería y práctica con herramientas manuales, un mes de dibujo y elaboración, y tres semanas construyendo un skiff de fondo plano. Su transición del “flattie” a las formas complejas del Dark Harbor fue un desafío, y mi desafío era mantener a todos los estudiantes ocupados en un proyecto de construcción de barco de 25′.
En la primera semana, elaboramos las líneas del casco, construimos el fuerte, laminamos las vigas de la cubierta y dimos forma al espejo. En otras palabras, desde el Día 1, el proyecto despegó en todas direcciones.
Construimos el casco y la cubierta simultáneamente, en dos plantillas separadas. Derivamos las formas de los moldes para ambas plantillas de la elaboración.
Los moldes para el casco se configuraron para construcción al revés, como se muestra en la foto 1, lo que simplifica el trabajo de revestimiento. Construimos los moldes de pino de 3⁄4″ de grosor, con bordes biselados a la forma del casco. Los moldes delante de la mitad del barco se instalaron con sus caras traseras alineadas con sus líneas de estación correspondientes; para aquellos detrás de la mitad del barco, las caras delanteras se alinearon con las líneas de estación.
Un segundo conjunto de moldes, que consistía en moldes parciales referenciados a la línea de flotación de carga, se colocaron boca arriba en el suelo para proporcionar el mejor acceso para construir la estructura de la cubierta después de mover la tabla de elaboración fuera del camino, como se muestra en la foto 1A. Estos moldes eran de lados rectos, ya que la única parte de los moldes que recibía partes del casco tocaba en la abrazadera de borde y los estantes de vigas. Los cortamos para recibir las abrazaderas de borde dobladas al vapor en ángulos derivados de la elaboración. También cortamos una muesca en cada molde para indexar el estante de la viga.
El proceso de fabricación de moldes brindó a los estudiantes una gran experiencia al traducir la elaboración de dos dimensiones a tres y ayudó a establecer el ritmo rápido y eficiente del proyecto. También ayudó a los estudiantes a desarrollar un ojo para la precisión y el detalle, sentando las bases para la artesanía.
Este enfoque fue evidente incluso en los detalles más simples. Por ejemplo, tensamos los lados del fuerte para el casco, para que coincidieran con la curvatura en planta del casco, y los colocamos 6″ hacia adentro desde los lados para minimizar obstrucciones durante la construcción, como se puede ver en la foto 1.
Mientras un par de estudiantes ajustaba el fuerte, otro par elaboraba las líneas del casco. Usamos la elaboración para hacer moldes de construcción para el casco, utilizando hojas de Mylar para transferir las formas al material del molde, como se muestra. (Para más información sobre la elaboración, consulte WoodenBoat Nos. 110–111 y mi artículo sobre la elaboración de espejos en WoodenBoat No. 257.) A medida que se completaba cada molde, se instalaba en su alineación correcta en el fuerte.
La hoja de Mylar, que se traza a partir de la elaboración, se coloca sobre la pieza para que las líneas puedan ser transferidas directamente al material del molde, utilizando alfileres, como se muestra. (Para más sobre esto, consulte “El Método Prothero” en WoodenBoat No. 249.) Para la mayor precisión, transferimos todas las líneas necesarias para hacer los moldes a una sola hoja de Mylar para asegurarnos de que todas referencien la misma línea central y líneas de flotación.
Mientras tanto, otros estudiantes hicieron patrones y piezas para la quilla—que se muestran aquí—así como para la proa y el espejo. A medida que se completaban, se instalaban sobre los moldes y se fijaban con tornillos de bronce de silicona. La quilla de tablones doblados para el Dark Harbor fue moldeada de caoba de Honduras. En la construcción original, los tablones de garboard se ajustaban directamente a la madera de la quilla.
A recomendación de otros constructores de Dark Harbor, decidimos agregar un delantal de quilla, o quilla interna, también de caoba. Esto ayudó a reforzar el ensamblaje de la columna vertebral y aumentar el soporte para los bordes internos y fijaciones de los garboards. Las dos piezas se unieron, se tensaron sobre los moldes y finalmente se atornillaron a las maderas del suelo. En última instancia, esta estructura también mejoró el soporte para la quilla de aleta y el lastre.
En esta foto, los estudiantes están marcando las ubicaciones de los moldes en el delantal de la quilla. (La madera de la quilla es visible a la izquierda de él.) Estas ubicaciones se derivaron al tensar una batten en su lugar sobre los moldes en la línea central y luego marcar las ubicaciones de los moldes directamente en la batten. Luego, al colocar la batten plana sobre el material del delantal de la quilla (y antes para la quilla) se obtiene el verdadero espaciado “expandido” de las estaciones a lo largo de la longitud de las piezas. (Las otras piezas largas que se muestran a la izquierda son el material en bruto para las abrazaderas de borde.)
Planificando con anticipación para simplificar la instalación de las maderas del suelo de caoba de Honduras y los marcos de roble blanco, los estudiantes utilizaron moldes escalonados, que son poco comunes.
Típicamente, los constructores de barcos en el Pacífico Noroeste hacen moldes comenzando con una forma seccional del plan de líneas elaboradas, que está en el exterior del casco, y luego deduciendo de esta forma el grosor del revestimiento, el grosor de los marcos y el grosor de las cintas longitudinales sobre las cuales los marcos son doblados al vapor. Las deducciones aseguran que el exterior del casco terminado coincida exactamente con las líneas del diseñador.
Nuestros moldes escalonados dedujeron esos grosores (incluidas las cintas) en todas partes excepto en la zona de las maderas del suelo, donde solo dedujimos el grosor del revestimiento. Esto hace una transición—un “escalón”—en la curva del borde exterior de cada molde. Los escalones en cada lado de cada molde corresponden con los extremos exteriores de su respectiva madera del suelo, según lo determinado por los detalles de construcción elaborados. Las maderas del suelo son notoriamente complejas de hacer, por lo que los moldes escalonados permitieron un acceso mucho mejor, facilitando el trabajo de hacer patrones, dar forma e instalar cada una de las maderas del suelo del barco—32 de ellas en el caso del Dark Harbor 17 1⁄2.
Después de que los moldes se erigieron y el ensamblaje de la quilla se tensó en su lugar, agregamos tres cintas de abeto Douglas a cada lado entre la quilla y los extremos exteriores de las maderas del suelo, como lo muestran los escalones en los moldes. Debido a que las ubicaciones de los moldes se eligieron para mantenerse alejadas de las maderas del suelo y los marcos, tuvimos espacio para más tarde atornillar las bases de los marcos a los suelos mientras el acceso era fácil.
El bisel para el borde superior de cada madera del suelo se tomó de la elaboración, al igual que el bisel para el borde que se une a la quilla. Los patrones para las “alas” de las maderas del suelo se tomaron directamente de la quilla y las cintas. El material del patrón se aseguró temporalmente a la quilla utilizando pequeños soportes de madera. Con los patrones colocados verticalmente, todos los biseles para las maderas del suelo pudieron ser medidos utilizando un calibrador de bisel.
El acceso era tal que media docena de estudiantes podían hacer patrones y dar forma a las maderas del suelo de caoba de Honduras simultáneamente. Un detalle final fue cortar agujeros de drenaje en las maderas del suelo antes de su instalación final. Aquí, son visibles las fijaciones temporales a través de la quilla en los suelos; más tarde fueron reemplazadas por tornillos de bronce de silicona a través de la quilla, el delantal y las maderas del suelo.
Mientras la mitad de los estudiantes trabajaba en hacer patrones e instalar las maderas del suelo, otro equipo construía los moldes y configuraba la plantilla para la construcción de la cubierta. Dado que cada uno de estos moldes solo tendría que soportar la cubierta desde la abrazadera de borde hacia arriba, sus bordes inferiores se cortaron para coincidir con la línea de flotación de carga, haciéndolos mucho más simples y rápidos de construir que los moldes del casco. La línea de flotación de carga se eligió como el punto de corte para que la estructura de la cubierta pudiera construirse a una altura de trabajo conveniente. Las piezas pesadas dentro de la plantilla son cintas fijadas a los tramos transversales para reforzar la plantilla y mantenerla en la alineación adecuada.
Con los moldes de la cubierta completados, un equipo comenzó a hacer patrones y dar forma a las abrazaderas de borde y estantes de vigas de alerce occidental, midiendo directamente desde los moldes de la cubierta. El alerce se dobla maravillosamente, lo que lo convierte en una madera ideal para este propósito. Las abrazaderas de borde se instalaron primero, y los soportes temporales de contrachapado en cada molde, visibles en la foto, añadieron soporte, especialmente en la parte trasera, donde la torsión era severa. Estos soportes despejaron el camino para el esbozo de los estantes de vigas, que se atornillaron verticalmente a las abrazaderas de borde.
El diseño original de Crowninshield requería una sola abrazadera de borde en cada lado. A esto le añadimos un estante de viga horizontal sobre la abrazadera de borde (ver “El Método Prothero,” WB No. 249). Esto no solo añadió rigidez estructural a la cubierta, sino que también permitió una instalación más eficiente de las vigas de la cubierta, como se muestra a continuación. Considerando que la cubierta eventualmente tendría que unirse con el casco, se incluyó una proa falsa y un espejo falso que coincidían con las dimensiones de los reales para dar medidas precisas para los biseles y la longitud. A medida que las abrazaderas de borde y los estantes de vigas se ajustaban a la proa y el espejo falsos, la cubierta y el casco alcanzaron hitos simultáneos: la cubierta estaba lista para las vigas de la cubierta y el casco estaba listo para los marcos.
Con todas las maderas del suelo instaladas y los ajustes finales realizados en la configuración del casco, se instalaron las cintas restantes—más una pesada cinta de alerce occidental en cada lado, visible aquí en el giro de la sentina. La posición de las cintas de sentina, que son permanentes, se determinó a partir de la elaboración. Además, note que los tornillos finales de bronce de silicona para la quilla, el delantal y las maderas del suelo se han instalado aquí.
Después de ajustar el ensamblaje de la columna vertebral, los estudiantes instalaron a continuación los marcos. Durante un período de dos horas y media, 10 estudiantes doblaron al vapor e instalaron más de 70 marcos de roble blanco. Su método fue eficiente: los marcos de 7⁄8″ × 7⁄8″ se doblaron en pares—uno a cada lado, para ser instalados simultáneamente. Las bases de los marcos se insertaron primero debajo de las tres cintas utilizadas para hacer patrones de las maderas del suelo, como se puede ver en la foto a la izquierda, y luego se doblaron sobre el resto de las cintas.
Los marcos se sujetaron inicialmente en su lugar; después de que se enfriaron, se retiraron las abrazaderas y se reemplazaron por bridas de plástico. Tuvimos algunas roturas de marcos, especialmente en el radio ajustado del giro de la sentina del casco en la parte trasera. Pero los estudiantes perseveraron, los marcos rotos fueron descartados y reemplazados, y todo el trabajo salió maravillosamente. Un detalle final fue cortar las bases de los marcos 3⁄4″ más cortas que el delantal de la quilla para crear limber para el drenaje de agua.
Después de enmarcar, los estudiantes marcaron el casco para el revestimiento de cedro rojo occidental de 3⁄4″ de grosor. Revestir el casco al revés es mucho más fácil que al derecho, y ocho estudiantes comenzaron a esbozar y dar forma a sus tablones simultáneamente, dos desde el garboard hacia arriba después de quitar las tres cintas más internas a cada lado, y dos desde el borde hacia abajo, en ambos lados.
Usamos cuñas colocadas contra bloques sujetos a los marcos para ajustar los tablones firmemente juntos. Se utilizaron dos abrazaderas de barra curvas, visibles aquí, donde tuvimos acceso para ajustar los tablones. Estas son abrazaderas de tubo comunes, pero las “recortamos” cada vez a formas que coinciden con el casco.
Las fijaciones de los tablones fueron tornillos de bronce de silicona de 1″ × No. 10, con contrabocados y tapados.
Con el revestimiento bien avanzado, el equipo de la cubierta comenzó a diseñar e instalar vigas de cubierta de caoba de Honduras. Estas habían sido laminadas sobre “trampas”, o plantillas de doblado, y barnizadas antes de la instalación. Las vigas de la cubierta se atornillaron a los estantes de vigas utilizando tornillos de carro de bronce de silicona de 1⁄4″. En la zona de las vigas parciales, cintas temporales mantenían su alineación con la curvatura de la cubierta hasta que se fijaron a los estantes de vigas; los carlins permanentes se instalaron más tarde.
Todo el ensamblaje fue lijado y barnizado en preparación para unirse al casco. Al mismo tiempo, el casco casi revestido también fue nivelado y preparado para su inversión.
Lachlan Carlson, quien llegó a la escuela justo después de la secundaria, realizó la fijación final de la línea de borde, completando la unificación de la estructura del casco y la cubierta. Las líneas de borde y las primeras líneas superiores se habían dejado fuera, para ser colgadas solo después de que los marcos se atornillaran a las abrazaderas de borde.
Un aprendiz rápido, Carlson también había trabajado en algunas de las piezas más complejas del Dark Harbor 17 1⁄2, incluyendo la proa y el espejo curvado y inclinado (ver WoodenBoat No. 257) y sirvió con un equipo de la Escuela Noroeste de Construcción de Barcos de Madera que completó un Haven 12 1⁄2 en el Centro de Barcos de Madera en Franklin, Tasmania, antes del Festival de Barcos de Madera de Australia en Hobart (ver WoodenBoat No. 268). Desde entonces, se ha unido al equipo que restaura el barco pesquero WESTERN FLYER asociado con John Steinbeck en el Co-op de Carpinteros de Port Townsend (ver WoodenBoat No. 267).
Intencionalmente mantuvimos las vigas de la cubierta alejadas de las cabezas de los marcos, algo que decidimos mientras elaborábamos. Una de las principales ventajas de usar la combinación de abrazadera de borde y estante de viga es que no se necesita fijación a través de la cabeza del marco y los extremos de la viga de cubierta, como es común en otros tipos de construcción. Si se añadiera una fijación allí, ya sea el marco o la viga de cubierta o ambos probablemente se agrietarían con el tiempo, ya que las dimensiones son tan pequeñas en un barco como este y la fibra de la madera está tan cerca.
Sería una conexión vulnerable desde el Día Uno. Con la estructura de la cubierta en su lugar después de cinco meses de trabajo, 10 estudiantes que habían tenido poca o ninguna experiencia previa en construcción de barcos habían construido tanto un nuevo casco como una nueva cubierta, por separado, y luego las unieron.
Sean Koomen es el instructor principal en la Escuela Noroeste de Construcción de Barcos de Madera. Se le puede contactar en [email protected].
En la Parte 2 de esta serie, nos centraremos en diseñar e instalar la cubierta de teca, doblar al vapor los lados de la cabina y la bañera, dar forma a los mástiles, instalar el hardware y navegar el barco.
Descargo de responsabilidad
La empresa ofrece los detalles de este buque de buena fe, pero no puede garantizar ni asegurar la exactitud de esta información ni garantizar el estado del buque. Un comprador debe instruir a sus agentes o a sus inspectores para que investiguen los detalles que el comprador desee validar. Este buque se ofrece sujeto a venta previa, cambio de precio o retirada sin previo aviso.
Presentado por:
SEA Marine
Estados Unidos
Presentado por:
SEA Marine
Estados Unidos
Servicios
- SeguroSeguro